Table of Contents
- TL;DR — Quick Answer for Busy Engineers
- What Are HDPE and UHMW-PE? (30-Second Refresher)
- Side-by-Side Data Comparison Table
- Difference #1 — Molecular Weight (the Root Cause of Everything)
- Difference #2 — Abrasion & Wear Resistance
- Difference #3 — Impact & Notch Sensitivity
- Difference #4 — Coefficient of Friction
- Difference #5 — Manufacturing Process & Form Availability
- Difference #6 — Cost & Cost-per-Year-of-Service
- Difference #7 — Machinability & Joining Methods
- Decision Framework — Which One Should You Specify?
- Sourcing & Specification Tips (Avoid the 3 Common Pitfalls)
- Frequently Asked Questions
TL;DR — Quick Answer for Busy Engineers
UHMWPE wins on wear, impact, and friction. HDPE wins on price, stiffness, and ease of fusion-jointing. If your part will face sliding abrasion, repeated impact, or wet/sticky bulk material, specify UHMWPE (PE1000). If your part is structural, pressurized, signage, or short-life packaging, HDPE (PE300/PE500) is 2–4× cheaper and gets the job done.
What Are HDPE and UHMW-PE? (30-Second Refresher)
Both materials are polyethylene — the same basic ethylene monomer (CH₂=CH₂) polymerized into a long chain. The only chemical difference is the length of those chains, expressed as molecular weight.
- HDPE (High-Density Polyethylene, also sold as PE300 or PE500) — molecular weight 200,000 to 500,000 g/mol. Density ≈ 0.95 g/cm³. Easy to extrude into pipes, blow-mold into bottles, or compression-mold into sheets.
- UHMW-PE (Ultra-High Molecular Weight Polyethylene, sold as PE1000) — molecular weight 3.1 to 9 million g/mol. Density ≈ 0.93 g/cm³. So tangled it cannot melt-flow; must be processed under high pressure for hours per batch.
Visually they are nearly identical: both are translucent natural-white, slightly waxy. We'll cover how to tell them apart in section 12.
Side-by-Side Data Comparison Table
Here is the engineer's reference table. All values are typical for virgin natural-color sheet stock at 23 °C, sourced from ASTM D-method tests:
| Property | HDPE (PE500) | UHMW-PE (PE1000) | Test Method |
|---|---|---|---|
| Molecular weight (g/mol) | 200,000 – 500,000 | 3,100,000 – 9,000,000 | — |
| Density (g/cm³) | 0.95 | 0.93 | ASTM D792 |
| Tensile strength at yield (MPa) | 22 – 32 | 21 – 28 | ASTM D638 |
| Tensile strength at break (MPa) | 20 – 30 | 38 – 48 | ASTM D638 |
| Elongation at break (%) | 500 – 700 | 350 – 525 | ASTM D638 |
| Flexural modulus (MPa) | 900 – 1,200 | 620 – 850 | ASTM D790 |
| Izod impact (notched, kJ/m²) | 10 – 25 | No break | ASTM D256 |
| Abrasion (sand-slurry, relative) | 1.0× (baseline) | 6× – 10× better | ISO 15527 |
| Coefficient of friction (dry, vs steel) | 0.20 – 0.30 | 0.10 – 0.20 | ASTM D1894 |
| Service temperature (°C, continuous) | −50 to +80 | −200 to +80 | — |
| Hardness (Shore D) | 62 – 65 | 60 – 65 | ASTM D2240 |
| Water absorption (24 h, %) | < 0.01 | < 0.01 | ASTM D570 |
| FDA 21 CFR 177.1520 compliant? | Yes (virgin) | Yes (virgin) | — |
| Typical price (USD/kg, 2026 FOB China) | Quote on request | Quote on request | — |
| Available forms | Sheet, rod, pipe, film, bottle | Sheet, rod, profile (no pipe / film) | — |
Difference #1 — Molecular Weight (the Root Cause of Everything)
This is the only fundamental chemical difference, and it cascades into every other property. Imagine the polymer chain as a piece of cooked spaghetti:
- HDPE = a bowl of short noodles. They tangle a little but slide past each other easily when you pull. That's why HDPE flows when melted and extrudes nicely into pipes.
- UHMW-PE = a bowl of one giant 30-meter-long noodle. The chains are so long and entangled that pulling on one end yanks the whole mass — that resists wear and absorbs impact. But it also means UHMWPE will not melt-flow, so you cannot injection-mold or extrude it into film.
Every advantage and every limitation of UHMWPE in this article traces back to that single fact.
Difference #2 — Abrasion & Wear Resistance
This is the headline reason most engineers switch from HDPE to UHMWPE. In the standard ISO 15527 sand-slurry test, UHMWPE shows 6× to 10× lower volume loss than HDPE. Field data is even more dramatic — chute liners that wore through in 4 months with HDPE last 3 to 5 years with UHMWPE.
The mechanism: when an abrasive particle digs into HDPE, it severs short polymer chains and removes a chip. With UHMWPE, the particle yanks on a single chain that is anchored deep inside the bulk; the energy is dispersed as elastic deformation, the chain springs back, and no material is lost.
Difference #3 — Impact & Notch Sensitivity
HDPE is brittle in cold weather and around stress concentrators (notches, drilled holes, sharp corners). At −20 °C, HDPE notched-Izod impact drops below 10 kJ/m². Crack a starter notch with a hammer, and HDPE will split.
UHMWPE is the toughest plastic on the market. The standard ASTM D256 notched-Izod test reports "no break" — the test specimen bends 90° around the pendulum without fracturing, so the test cannot record a value. UHMWPE retains over 90% of its impact strength down to −200 °C, which is why it is used in cryogenic LNG terminals and Antarctic equipment.
Difference #4 — Coefficient of Friction
UHMWPE is one of the slipperiest solid plastics — its dry coefficient of friction against polished steel is roughly 0.10 to 0.20, vs HDPE's 0.20 to 0.30. That is the difference between a chute that flows continuously and one that bridges and hangs up.
- Wet operation — both materials become more slippery; UHMWPE drops to 0.05 to 0.08 (close to PTFE).
- Self-lubricating — UHMWPE does not need grease, oil, or PTFE inserts. This is critical for food, pharma, and dust-free environments.
- Stick-slip — UHMWPE almost never exhibits stick-slip. HDPE can chatter under low-speed sliding loads.
If you are designing a conveyor curve guide, chain guide, or low-friction wear strip, UHMWPE is the default choice. HDPE will work but will need replacement 4–8× sooner.
Difference #5 — Manufacturing Process & Form Availability
Because HDPE melt-flows, it can be made by every plastic process: injection molding, blow molding, film extrusion, pipe extrusion, rotational molding, sheet calendering, thermoforming. That is why HDPE shows up in milk bottles, irrigation pipe, geomembrane, gas pipe, jerrycans, and shopping bags.
UHMWPE refuses to melt-flow. The only viable processes are:
- Compression molding — PE1000 powder is loaded into a heated press, held at 200 °C and 50–100 bar for 4 to 16 hours, then slowly cooled. Yields sheets 5–200 mm thick, up to 4 m × 12 m.
- Ram extrusion — a hydraulic ram pushes powder through a heated die at low speed (50–200 mm/h). Yields rods from 20 mm to 600 mm diameter, and simple profiles.
- Sintering — for filter discs and porous parts.
Practical impact for buyers:
- UHMWPE is not available as pipe, film, or bottles. If your part needs those forms, HDPE is mandatory.
- UHMWPE custom shapes must be CNC-machined from sheet or rod. Lead times for custom CNC parts are 1–3 weeks.
- Minimum order quantities are higher for UHMWPE because each compression-mold cycle commits the press for hours.
Difference #6 — Cost & Cost-per-Year-of-Service
Sticker shock is the #1 reason new engineers default to HDPE. As of 2026, FOB China prices for engineering-grade sheet:
- HDPE PE500 sheet, 1.22 m × 2.44 m × 12 mm: Quote on request
- UHMWPE PE1000 sheet, 1.22 m × 2.44 m × 12 mm: Quote on request
UHMWPE is 2.5× to 4× more expensive per kilogram. But cost-per-kilogram is the wrong metric for wear parts. The right metric is cost per year of service or cost per tonne handled.
| Application | HDPE service life | UHMWPE service life | UHMWPE cost premium | Net winner |
|---|---|---|---|---|
| Coal chute liner | 4 months | 3+ years | 3.2× | UHMWPE (3× cheaper/year) |
| Snow plow blade edge | 1 season | 4 seasons | 3.0× | UHMWPE |
| Food-conveyor wear strip | 8 months | 4 years | 3.0× | UHMWPE |
| Rural water pipe (4-bar, buried) | 50+ years | N/A (cannot make pipe) | — | HDPE |
| Construction site signage | 2 years (sun) | 2 years (sun) | 3.0× | HDPE (3× cheaper) |
| Outdoor playground bench | 15 years | 15 years | 3.0× | HDPE |
The pattern is clear: UHMWPE pays back in any application where the part wears out. It does not pay back in static, structural, or pressurized parts.
Difference #7 — Machinability & Joining Methods
Machinability: Both materials machine cleanly with sharp, high-rake-angle tools. UHMWPE actually cuts more easily than HDPE because the long polymer chains absorb cutting forces and produce continuous chips rather than HDPE's stringy, melted swarf. CNC milling, turning, drilling, and routing all work well on both. Tip: keep the workpiece cool — both materials soften above 80 °C and dimensional accuracy suffers.
Joining methods:
- HDPE — typically joined by thermal fusion methods such as butt fusion, electrofusion, and hot-air fusion, which is why HDPE dominates buried pipe, pond liners, and geomembrane applications.
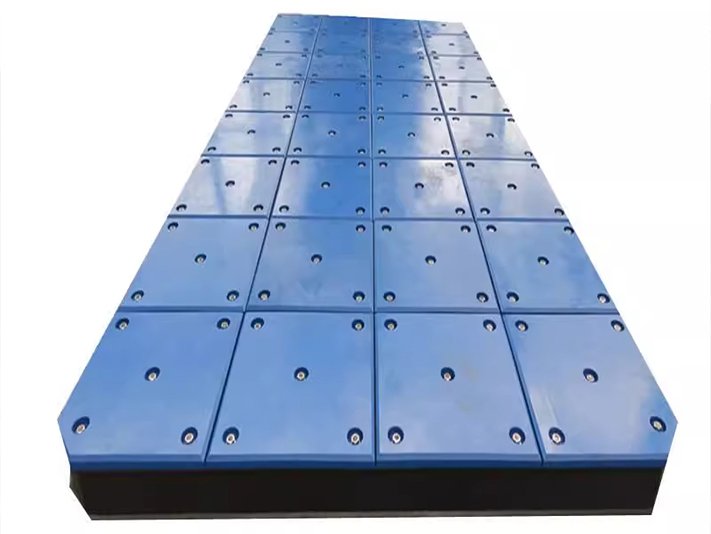
- UHMWPE — joined exclusively by mechanical fastening: bolted connections (counter-bored A4 / 316 stainless studs), dovetail keys, and lap joints. This is by design — UHMWPE installations are engineered as bolt-on, replaceable wear panels, which makes maintenance and field repair fast. Send your DXF/DWG with the bolt pattern and we deliver pre-drilled, counter-bored, and chamfered panels ready to fasten.
If your project requires fused seams (geomembrane tanks, sealed liner systems), HDPE is the polyethylene of choice. If your project needs the lowest friction, longest wear life, and the ability to swap individual panels in service, UHMWPE bolted-panel systems are the standard.
Decision Framework — Which One Should You Specify?
Use this 4-question filter. If you answer "yes" to questions 1, 2, or 3, choose UHMWPE. If question 4 is "yes," choose HDPE.
- Will the part rub, slide, or be impacted by bulk material more than 1× per minute, for more than 12 months? → UHMWPE.
- Will the part see sub-zero temperatures (below −20 °C) and sudden impact? → UHMWPE.
- Is friction (stick-slip, sticking, bridging) a known problem? → UHMWPE.
- Is the part a pipe, sheet film, blow-molded container, or fusion-jointed structure with no wear duty? → HDPE.
Sourcing & Specification Tips (Avoid the 3 Common Pitfalls)
Pitfall #1 — Mislabeled Recycled Material
The biggest risk overseas buyers face: receiving "UHMWPE" sheet that is actually 70% recycled HDPE with a small UHMWPE fraction added to fudge the test data. The visual difference is invisible. Three defenses:
- Demand a Material Test Certificate (MTC) for every shipment, with molecular weight (viscosity-average, ASTM D4020) and density listed.
- Specify "100% virgin PE1000 powder, no regrind" in the PO and on the drawing.
- Order an independent third-party test (SGS, TÜV, Intertek) on the first shipment from any new supplier — about Quote on request per test.
Pitfall #2 — Wrong Color Code
Natural (white) sheet is virgin material. Black sheet typically contains 2–3% carbon black for UV resistance. Other colors (green, blue, yellow) often use recycled stock as the carrier — quality can vary. If outdoor UV exposure or color matters, specify the additive package separately.
Pitfall #3 — Thickness Tolerance Drift
Compression-molded UHMWPE has natural thickness variation. ISO 15527 allows ±10% on standard sheet, which means a "12 mm" sheet can ship as 10.8 mm. For tight CNC parts, specify "machined-to-thickness" stock (±0.2 mm) — costs about 15% more but eliminates rework.
Frequently Asked Questions
What is the main difference between UHMWPE and HDPE?
The main difference is molecular weight. HDPE has a molecular weight of about 200,000–500,000 g/mol, while UHMW-PE has 3.1 million to 9 million g/mol. This makes UHMW-PE roughly 6–10 times more abrasion resistant than HDPE, but also 2.5–4× more expensive and unable to be melt-extruded.
Is UHMWPE stronger than HDPE?
UHMWPE has higher tensile strength at break (38–48 MPa vs HDPE's 22–32 MPa), much higher impact strength (no break in notched Izod tests), and 6–10× better abrasion resistance. HDPE is stiffer in short-term loading (higher flexural modulus), but it loses to UHMWPE in long-term wear, impact, and low-temperature applications.
Can UHMWPE replace HDPE in any application?
Yes, UHMWPE can technically replace HDPE in any non-extruded sheet or rod application. However, it costs 2–4× more, so it is only justified when wear, impact, or low-friction performance matters. For pipes, signs, packaging, and short-life parts, HDPE is the better economic choice. UHMWPE cannot be made into pipes or films at all.
How can I tell UHMWPE and HDPE apart visually?
They look nearly identical — both are typically natural milky white, slightly waxy. The reliable field tests are: (1) Fingernail scratch — HDPE can be scratched with a fingernail, UHMWPE cannot. (2) Density measurement — UHMWPE = 0.93 g/cm³, HDPE = 0.95 g/cm³. (3) Heat-flow test — HDPE will melt-flow with a heat gun, UHMWPE will only soften and char. Always request a Material Test Certificate from your supplier for confirmation.
Is UHMWPE FDA approved like HDPE?
Yes — virgin natural-color UHMWPE complies with FDA 21 CFR 177.1520 for direct food contact, the same regulation that covers HDPE. Both materials are widely used in cutting boards, food chutes, and dairy equipment. Always confirm with the supplier's Declaration of Compliance for your specific lot, and avoid colored or recycled grades for food applications.
Why is UHMWPE so much more expensive than HDPE?
UHMWPE's ultra-long polymer chains cannot be melt-extruded or injection molded. They must be compression-molded or ram-extruded under high pressure for many hours per batch. The slower production rate (about 1/20 the throughput of HDPE), higher equipment cost, and premium PE1000 powder push the per-kilogram price 2–4× above standard HDPE.
Which is better for marine and dock fender applications?
UHMWPE wins decisively for marine fender facing pads. The combination of low friction (vessels slide along the dock without grabbing), high abrasion resistance (sand and barnacles do not chew it up), and zero water absorption (no swelling or biological growth) makes it the global standard. See our UHMWPE marine dock fender product page for sizes and specifications.